Why Are Aluminum Profile Cutting and Precision Blanking Necessary?
Simply put, the significance of aluminum profile cutting and precision blanking boils down to three key objectives: transforming raw, long stock into usable components; locking dimensional tolerances strictly within the range permissible for assembly; and paving the way for subsequent processes such as powder coating, corner assembly, and shipping.
The material extruded from our presses arrives in 6-meter lengths; without cutting them down to size, they are completely unusable for manufacturing door and window frames, equipment racks, or photovoltaic mounting systems. If a cut is misaligned—off by a millimeter in length or half a degree in perpendicularity—the consequences are severe: gaps appear during on-site assembly, corner brackets cannot be inserted, and even the finest subsequent powder coating becomes entirely futile. Conversely, if dimensions are controlled within a tolerance of ±0.1mm and the end faces are clean and burr-free, corner joints will fit tightly and coatings will adhere firmly. This ensures that when shipments reach customers in Southeast Asia or Europe, the components are ready for immediate assembly—requiring nothing more than tightening screws—and allows us to reliably meet delivery deadlines of 15 to 20 days. Ultimately, precise blanking is the critical foundation that ensures the smooth and efficient operation of the entire downstream processing line.

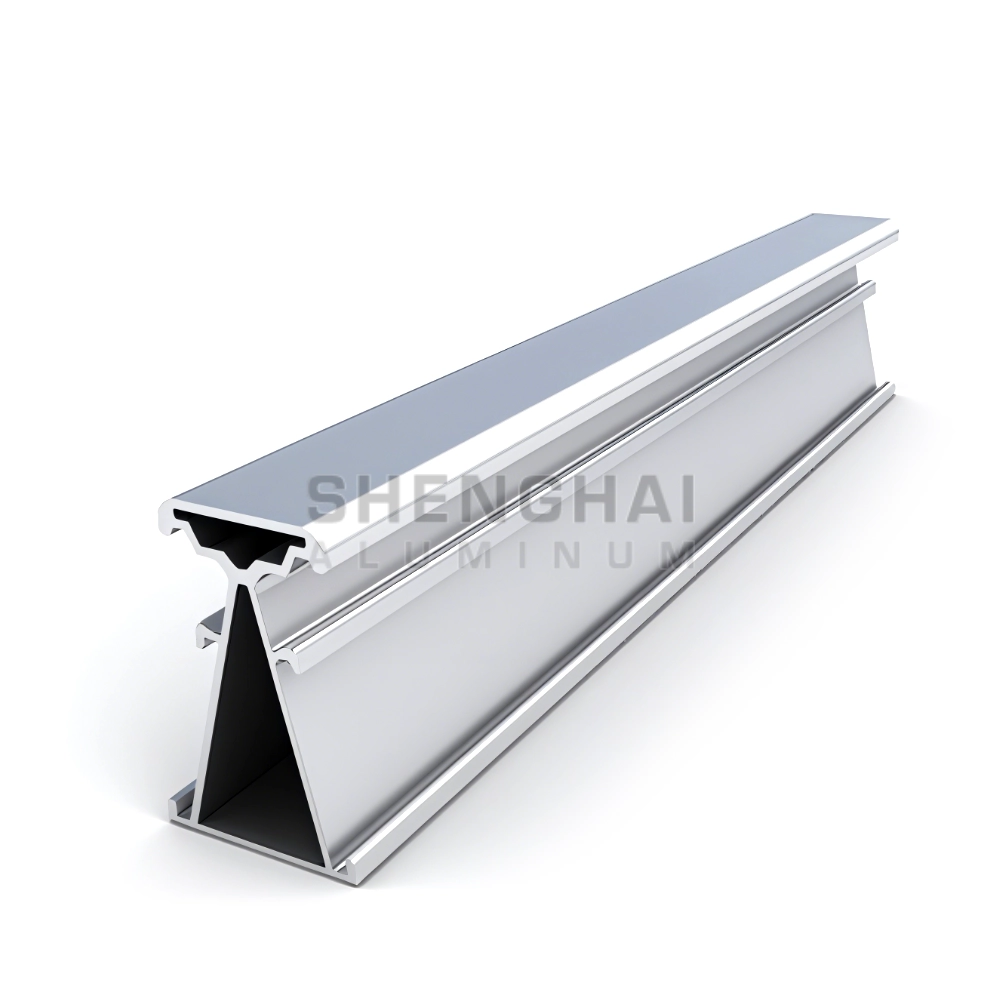
Foshan Shenghai Aluminum adopts CNC precision cutting equipment for 6063 aluminum profiles, providing high-precision right-angle, 45° cutting and fixed-length blanking for window, door and curtain wall projects.
What Are the Different Types of Aluminum Profile Cutting and Precision Blanking?
1. Right-Angle Cutting of Aluminum Profiles
Right-angle cutting constitutes the fixed-length end-facing stage of profile processing, wherein a saw blade executes a vertical plunge cut to section long stock into components featuring 90-degree end faces. Leveraging the 7 extrusion lines housed within our 23,000 m² production facility, we perform precision cutting operations. Length tolerances are strictly controlled using CNC-controlled length stops, ensuring that the resulting components are perfectly square and true. From doors, windows, and curtain walls to industrial equipment racks, this process establishes the critical reference edge that guarantees subsequent assembly remains free of distortion or misalignment.
Advantages
Precision at the Foundation. Perpendicularity is held within a tolerance of half a degree, ensuring the end face is locked at a precise 90-degree angle relative to the profile’s central axis. With an annual output exceeding 24,000 tons, we maintain a standard of absolute precision with every single cut. When assembling frames, uprights and crossbeams fit together instantly—no need for tedious back-and-forth leveling.
Rock-Solid Assembly. The cut ends are perfectly flat and free of burrs, ensuring full-surface contact and maximum load-bearing capacity against corner brackets and connection plates. Materials cut at our factory—whether shipped to construction sites in Southeast Asia or Europe—assemble flawlessly; once the screws are tightened, the load distribution is uniform, and the entire frame remains stable and free of wobble or twist.
Rapid Material Preparation. A single cut yields the exact finished dimension. SH-ALUMINUM achieves its rapid 15–20 day lead times thanks to this seamless batch cutting process—simply butt the aluminum profile against the backstop, and the saw blade slices through it as effortlessly as cutting tofu.
Primary Applications
Door and window frames, curtain wall substructures, suspended ceiling grids, partition frames, stair railings, photovoltaic mounting systems (especially suitable for large-volume orders), equipment racks, electrical cabinet enclosures, warehouse shelving, new energy vehicle frames, rail vehicle components, custom home furnishing aluminum frames, advertising signage frames, and medical equipment housings. Essentially, any structural component requiring vertical-end assembly will inevitably rely on this precise cutting process.
2. Aluminum Profile 45° Angle Cutting
45° miter cutting involves tilting the saw blade to slice the profile’s end face into a 45° bevel; when paired, two such pieces join perfectly to form a 90° right angle. When manufacturing door and window system profiles or aluminum furniture frames, we utilize double-head saws to cut angles simultaneously at both ends. Our precision angle gauges ensure a strict tolerance of ±0.5° or less, resulting in joints so tight that not even light can pass through; once compressed by a corner crimping machine, the corner brackets lock into place with absolute rigidity.
Advantages
Seamless Corner Alignment. With angle tolerances locked down to strict specifications, the mitered faces of the two profiles interlock perfectly, leaving absolutely no gaps. SH-ALUMINUM supplies high-end door and window frames to clients in the Middle East and Australia. Once assembled, the frames feature seamless inner and outer corners—absolutely free of gaps—and the sealing strips fit so snugly that the seal is exceptionally tight.
Rigid Frame Structure. The corner brace cavities align perfectly; with a firm thrust from the corner-joining steel plates, the four corners lock together with immense structural integrity. As a National High-Tech Enterprise, our tooling precision is second to none; the finished frames never fall apart, and their sliding and opening mechanisms operate without any wobbling or vibration.
Visually Immaculate. The decorative surfaces feature mitered joint lines as fine as a strand of hair, ensuring a visually uninterrupted flow across the ultra-narrow frames. Whether used for aluminum frames on kitchen cabinetry, tile edging strips, or similar applications, the corners appear seamlessly integrated, instantly elevating the product’s perceived quality.
Key Applications
High-end door and window frames, ultra-narrow frame corner joints, curtain wall decorative trim corners, furniture aluminum frame joints, inner corners for picture and art frames, mitered joints for advertising lightboxes, corner joints for photovoltaic modules, decorative corner accents for stair railings, and mitered joints for cabinet door frames. These types of projects demand exquisite joint precision—a requirement we prioritize intensely, especially for components that are clearly visible to the eye.
3. CNC Precision Cutting & Fixed-Length Cutting
CNC Precision Cutting involves a CNC control system driving servo motors to execute the cut. Simply input the target length and cutting quantity into the HMI interface, and the carbide saw blade automatically performs the cut. In our workshop, a closed-loop control system rigorously monitors tolerances; achieving an accuracy of ±0.1mm is routine for us. The resulting parts are identical from start to finish, ensuring they fit together without any gaps or the need for subsequent adjustments.
Advantages
Pinpoint Accuracy. Our closed-loop control system constantly monitors the sawing process, keeping length tolerances within a tight range of ±0.1mm. When cutting a batch of curtain wall profiles or photovoltaic mounting brackets, every piece—from the first to the last—is dimensionally identical. This ensures impeccable interchangeability, preventing any delays or rework during on-site assembly.
Clean-Cut End Faces. Our carbide saw blades maintain stable rotational speeds, ensure precise perpendicularity, and yield a low surface roughness. The cut edges are free of burrs or flash, eliminating the need for subsequent sanding. With our factory’s strict adherence to ISO 9001:2015 quality control standards, finished parts can be sent directly to the powder coating line immediately after cutting.
Robust and Reliable Efficiency. Our fixed-length cutting process is fully automated—initiated with a simple keystroke—ensuring batch-to-batch consistency. We handle both OEM manufacturing and private-label orders; with seven production lines running at full capacity, parts are ready for immediate assembly upon arrival at the site, ensuring we consistently meet our 15–20 day shipping turnaround.
Primary Applications
Aluminum door and window frames, horizontal and vertical supports for photovoltaic mounting systems, equipment racks, shelving uprights, advertising frames, high-volume fixed-length cutting of standard 6063 aluminum profiles, curtain wall system profiles, industrial aluminum framing materials, and fixed-length cutting for tile trim/carpet transition strips. For projects requiring large volumes where every single piece must be dimensionally identical, utilizing our CNC cutting technology is the definitive solution.
4. Punching Process
The punching process involves a die driving a punch downward; once the required tonnage is applied, the profile is instantly pierced—creating necessary holes or notches—in a single-step forming operation that requires no secondary processing. We specialize in high-volume, simple-cut tasks—such as creating mounting holes for door and window hardware or clearance notches for connectors—where a single press of the punching machine foot pedal yields a finished part, a method far faster and more cost-effective than repetitive saw cutting.
Advantages
Sky-High Efficiency. Once the single-cavity die is configured, a single downward stroke of the punch produces a finished component. With an annual production capacity exceeding 24,000 tons, SH-ALUMINUM is uniquely equipped to handle high-volume, repetitive cutting tasks—such as connector holes for solar mounts or perforated arrays for shelving uprights—where punching is several times faster than saw cutting, ensuring we consistently meet our delivery deadlines.
Clean and Precise Cuts. Once the punching clearance is properly adjusted, the cut cross-section exhibits no curling or corner collapse. With a sufficiently high surface finish on the die cutting edges, the resulting holes are dimensionally uniform; this eliminates the need for reaming when subsequently installing screws or corner brackets—they fit perfectly with a simple insertion.
Saves Material and Money. Sawing incurs kerf loss (material consumed by the saw cut itself)—every rotation of the saw blade results in a reduction of the profile’s length. Punching, conversely, is a chip-free process; it generates no material waste or flying debris, thereby elevating material utilization efficiency to a higher tier. When amortized across large-batch production, this effectively keeps costs under control.
How to Choose Between Punching and Sawing
– Punching: Ideal for thin-walled profiles, cuts requiring specific contours, and large-batch production—such as mounting holes, drainage holes, and clearance slots—allowing for rapid, one-step forming.
– Sawing: Ideal for thick-walled profiles, irregular cross-sections, and precise length cutting—such as curtain wall framing members or industrial profile ends—producing flat, smooth cut surfaces that allow for direct assembly.
Primary Applications
Mounting holes for door and window hardware; drainage holes; lock holes; clearance notches for connectors; connection holes for photovoltaic mounting brackets; hole patterns for shelving uprights; ventilation holes for electrical cabinets; and connection holes for aluminum furniture frames.
5. Sawing Process
Sawing involves a carbide-tipped saw blade rotating at high speed to cut long profile stock into specific, fixed lengths as required. In our workshop, the 6063 aluminum profiles produced by our seven extrusion lines—whether they are thin-walled decorative trims or thick-walled industrial structural members—are all cut to size using either CNC saws or manual precision saws. This remains the most mainstream and widely adopted method within the field of aluminum profile processing.
Advantages
Capable of Cutting Any Material. From thin-walled profiles (down to 0.8 mm) such as tile edging strips, to thick-walled profiles (ranging from 5 mm and up) used for heavy-duty equipment frames—virtually any material can be cut simply by adjusting the saw blade tooth geometry and rotational speed. We process a wide variety of materials—including door and window profiles, large-format curtain wall sections, and cabinetry framing stock—featuring cross-sections that are round, square, or irregular; our sawing process handles them all with a smooth, direct pass-through.
Mirror-Finish End Faces. By utilizing high-speed alloy saw blades and maintaining precise control over the feed rate, we produce end faces that are exceptionally flat and smooth, with perpendicularity held within a tolerance of half a degree. These parts can proceed directly to frame assembly and corner joining without the need for secondary trimming on a milling machine.
Precise Dimensional Accuracy. When paired with digital length-setting gauges or CNC feeding systems, we keep length tolerances within a tight range of ±0.2mm. For shipments destined for clients in Australia and Europe, rigorously controlling this initial sawing and cutting stage is the fundamental prerequisite for ensuring high assembly precision in the final product.
Primary Applications
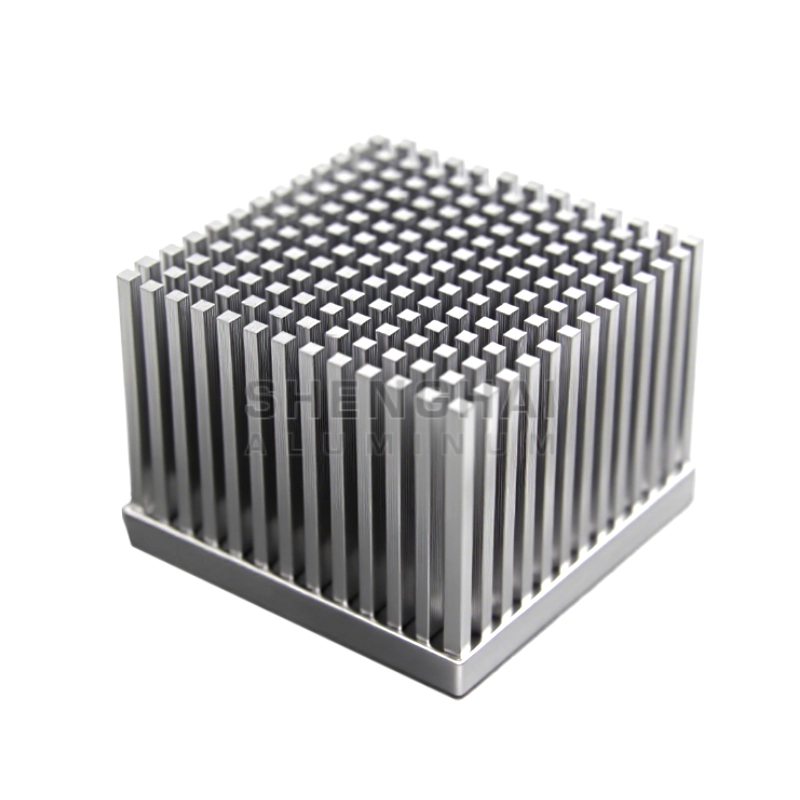
Cutting door and window frames/sashes; sectioning curtain wall beams and columns; cutting industrial aluminum profiles to fixed lengths for frameworks; preparing cross-braces and diagonal supports for photovoltaic mounting systems; fabricating uprights and beams for equipment racks; cutting aluminum framing stock for furniture; sectioning decorative trim strips; and cutting heat sink profiles. Boasting exceptional versatility, this machine is often the busiest workhorse in the entire workshop.
6. Deburring Process
Deburring involves cleaning up the end face of a profile after it has been cut by the saw blade—specifically removing any sharp burrs that could cut one’s hands or fine aluminum shavings that have curled up during the cut. At SH-ALUMINUM, our Quality Control strictly adheres to ISO 9001:2015 standards; every cut piece must undergo this finishing step. Whether manually scraped with a deburring tool or smoothed over with a sanding belt machine, this process is essential; otherwise, the material could cut workers’ hands during assembly or prevent paint/coating layers from adhering properly—creating nothing but trouble down the line.
Advantages
Safe for Hands, No Jamming. With burrs and sharp edges thoroughly removed, workers can handle the materials barehanded without risking cuts or scratches. Inserting corner brackets into slots or fitting connectors into the profile ends becomes a smooth, effortless process—eliminating the need to force parts into place with a rubber mallet and immediately boosting assembly efficiency.
Superior Coating Adhesion. For SH-ALUMINUM products destined for powder coating or anodizing, failure to remove burrs from the ends means the coating will not properly adhere to the edges and corners; even a minor bump will cause the paint to chip and expose the bare metal underneath. By deburring the parts before they enter the finishing line, we ensure the coating adhesion is robust enough to withstand salt spray testing, making the products perfectly suited for export to regions with coastal climates, such as the Middle East and Southeast Asia.
Seamless Joints That Are Smooth to the Touch. If burrs remain on the joints after a frame has been assembled, running a hand over them creates an unpleasant, scratching sensation—instantly diminishing the product’s perceived quality and value. For the aluminum cabinet frames and ultra-narrow doors and windows produced by SH-ALUMINUM, ensuring smooth, burr-free ends is a fundamental prerequisite for surface finishing; indeed, both the final tactile feel and visual appeal of the finished product hinge entirely on the meticulous attention paid to this detail.
Key Applications Include:
Edge trimming on cut ends; removing flash from punched holes; surface pretreatment prior to powder coating; surface conditioning before anodizing; cleaning of assembly mating surfaces; and blunting (chamfering) the edges of decorative surfaces. In short, wherever a hand might touch or an eye might look, every burr must be thoroughly removed.
Q1: Why can't I just buy the 6-meter extruded aluminum bars and cut them myself on site?
You certainly could, but you'd likely run into issues with precision and efficiency. At SH-ALUMINUM, we perform precision blanking before the material leaves our factory. The profiles from our 7 extrusion lines are cut using CNC-controlled stops to ensure length tolerances within ±0.1mm. This guarantees that when the shipment arrives at your warehouse in Southeast Asia or Europe, the components are ready for immediate assembly—no filing, no rework, just tightening screws. It saves on-site labor and keeps your project timeline on track.
Q2: What is the difference between Right-Angle Cutting and 45° Miter Cutting?
They serve two distinct assembly purposes:
Right-Angle Cutting (90°): This is the foundational step for fixed-length end-facing. It ensures the end is perfectly perpendicular to the profile axis. You'll need this for structural connections like uprights and crossbeams in equipment racks, curtain wall mullions, or solar mounting rails.
45° Miter Cutting: This is specifically for corner joints. We use double-head saws to create a precise bevel so two pieces join seamlessly to form a 90° corner. This is essential for high-end window frames, door corners, and decorative trim where a visible, hairline seam is required.
Q3: How accurate is your "Precision Cutting"? What does ±0.1mm tolerance actually mean for my project?
Our CNC Precision Cutting employs a closed-loop control system and servo motors. A tolerance of ±0.1mm means that in a batch of thousands of pieces, the first part and the last part are effectively identical in length.
For You: It ensures interchangeability. You don't have to worry about gaps appearing in a curtain wall system or a solar panel frame being skewed. Everything fits flush, reducing installation headaches and ensuring the final structure is both stable and visually perfect.
Q4: When should I choose the Punching Process over the Sawing Process?
The choice depends on the task:
Choose Punching if you need high-volume, repetitive contours like mounting holes for hardware, drainage slots, or connector notches in thin-walled profiles. It's chip-free (no material loss) and much faster for large batches, which helps control cost.
Choose Sawing if you are cutting thick-walled industrial profiles (5mm+) or need a precise end cut for assembly. Sawing delivers a flat, smooth end face suitable for direct frame building.
Q5: I noticed the cut edges on my profiles look clean, but I can feel a slight sharpness. Why is deburring so important?
Deburring is non-negotiable at SH-ALUMINUM. Even microscopic burrs cause three major problems:
1. Safety & Assembly: Sharp edges cut workers' hands and prevent corner brackets from sliding smoothly into the profile slot.
2. Coating Failure: Burrs prevent powder coating or anodizing from adhering properly to the edge. Without deburring, the first knock against the frame will cause the paint to chip and expose the raw aluminum.
3. Perceived Quality: A rough edge on a kitchen cabinet frame or ultra-narrow door instantly makes the product feel cheap. We deburr every piece so the final product feels as good as it looks.
Q6: How do you maintain consistency across large orders of 24,000+ tons annually?
Consistency is built into the Quality Control system. We operate under ISO 9001:2015 standards. The process involves:
1. First-Article Inspection: We cut a sample, measure it with calibrated digital calipers and angle gauges, and only proceed once the tolerance is within ±0.1mm.
2. In-Process Spot Checks: During batch cutting, QC randomly inspects pieces to catch any deviation caused by blade wear.
3. Final Sorting: Pieces that fall outside tolerance are either reworked or scrapped. Only qualified parts receive a process card and move to the next stage—whether that's punching, milling, or powder coating.