Aluminum anodizing is an electrochemical process that essentially transforms the surface of aluminum profiles into aluminum oxide, thereby enhancing the surface physical and chemical properties of the aluminum profiles. Aluminum anodizing is also a type of surface treatment for aluminum profiles and, like powder coating, is a common processing technique for aluminum profiles.
What are the benefits of aluminum anodizing?
The main purpose of anodizing is to enhance the performance of aluminum profiles by forming an oxide film on them, and also to address the natural defects of aluminum profiles.
Physical protection: After the formation of an oxide film, the surface hardness of aluminum profiles can be significantly enhanced, even being more robust than paint and some metal coatings, capable of resisting bumps and scratches during use.
Chemical protection: The oxide film can basically isolate water and air in the environment, preventing chemical reactions with the internal aluminum profiles. This is why we rarely see aluminum being corroded.
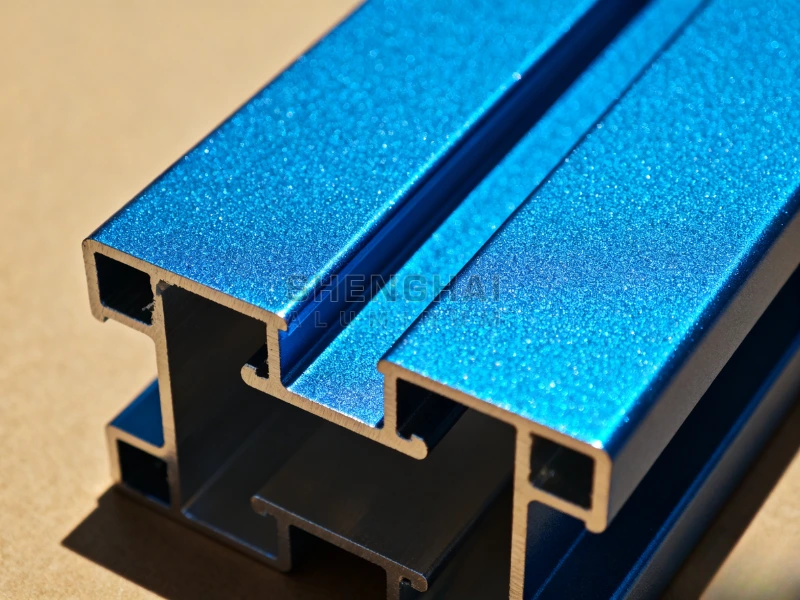
Enhanced appearance: There are even 200 colors to choose from after anodizing. Aluminum oxide itself is transparent, and the color mainly comes from the electrolytic deposition of metal ions, thereby changing the color. The colors include silver, gray, black, champagne, etc., which are visually high-end and elegant.
Environmental protection: The anodizing process does not harm the environment. No heavy metals or other harmful substances are added. The oxide film itself is formed by the oxidation of aluminum and has the same composition as sapphire in nature. However, other processing techniques, such as electroplating, add heavy metals to the electrolyte. The wastewater contains heavy metal ions and is difficult to treat, having a greater impact on the environment.
The process of aluminum anodizing
Aluminum anodizing is not a simple one-step process. It must follow a sequence of procedures, and every step requires attention to detail. Otherwise, the oxide layer may not be firmly attached and the color may easily fade.
The first step is to treat the surface of the workpiece: all the “dirt” on the aluminum part must be removed. Aluminum forms a natural oxide film by itself in the air, but this film is thin and uneven. It not only fails to protect the workpiece but also hinders the growth of a new oxide film, so it must be removed first. Generally, the part is soaked in a dilute alkaline solution (such as sodium hydroxide solution) for a few minutes to dissolve the natural oxide film. If there is oil on the workpiece, it should be treated with a degreaser first and washed clean with warm water. Otherwise, the oil will stick to the surface during the alkaline wash, causing some areas to be incompletely cleaned, and the subsequent oxide film will have defects.
The second step is to generate the oxide film: This is the most crucial step in the anodizing process. In the electrolytic cell, a sulfuric acid solution is filled as the electrolyte, and the temperature is maintained at room temperature. Then, a direct current power supply is connected, with the aluminum workpiece to be treated connected to the anode and a lead plate to the cathode. After the power is turned on, a reaction occurs on the surface of the workpiece. Aluminum loses electrons and turns into aluminum ions, which combine with oxygen in the solution and gradually form a dense layer of aluminum oxide on the surface.
The third step is electrolytic coloring: This is the step that gives aluminum parts their color. The freshly formed oxide film is not completely solid and has many tiny pores on its surface. These pores can absorb metal ions. During the coloring process, electrolysis is still used. The workpiece after oxidation is used as the cathode in an electrolyte containing metal ions. When electricity is applied, the metal ions are adsorbed into the pores and deposited there, gradually showing color. The depth of the color can be adjusted. A longer electrification time and a slightly higher current will result in more metal ions being adsorbed, thus making the color darker.
The fourth step is hot water sealing: This step is for “locking the color”. The colored workpiece must be immediately immersed in boiling water for about half an hour. The temperature of the boiling water allows the aluminum oxide in the oxide film to react with water, generating hydrated aluminum oxide. This substance expands and blocks the previous pores, so the metal ions adsorbed in the pores cannot escape, and the color is less likely to fade.
The final step is drying: The surface of the sealed workpiece has moisture and cannot be left to air dry directly, otherwise water stains will be left, affecting the appearance. Generally, it is put into an oven to bake at around 70℃ for half an hour to an hour – depending on the size of the workpiece. After baking, take it out and let it cool completely. Then, check the surface: whether there are water stains, whether the color is uniform, and whether there are any scratches on the film layer. If there are no problems, the entire anodizing process is completed.

About Us
Shenghai Aluminum is a manufacturer with 15 years of production experience, capable of providing customized services for various aluminum profiles, such as aluminum door and window profiles, aluminum furniture, aluminum trim strips, aluminum solar profiles, aluminum heat sink, and so on. We have served numerous international clients and gained their trust and praise. We believe that we can offer you the desired aluminum anodizing technical services. Just let us know your requirements, and we will meet them.