In the sector of high-precision aluminum components, CNC machining is not an isolated process; it is a physical extension of extrusion quality. At SH-ALUMINUM, we synchronize our 3-axis machining centers with 3600T heavy-duty extrusion technology. This integration ensures that when processing 6063-T6 hardened alloys, the material does not suffer from "stress springback," effectively eliminating dimensional distortion in final products. This article provides a deep dive into our four core 3-axis execution types (Precision Milling, CNC Turning, Automated Tapping, and Long-Span Sawing), supported by real-world performance data from global projects in the UAE, France, and South Africa, proving how a 3600T substrate provides the ultimate foundation for high-complexity deep processing.
1. 3-Axis CNC Milling (Profiling & Slotting)
Milling is the primary subtractive process for aluminum deep processing. By coordinating tool movement across the X, Y, and Z axes, we execute high-precision lock cavities, hinge slots, and complex ventilation pockets.
- Technical Execution: We emphasize "Stress-Neutral Milling." Utilizing high-density substrates from our 3600T press, our 3-axis centers perform high-speed cutting without profile warping. Linear tolerances are strictly maintained within ±0.03mm.
- Engineering Results: Surface roughness reaches $Ra \le 1.6\mu m$, ensuring zero-friction fitment for industrial frames and high-end architectural components.
Project: Ventilation mullion processing for a high-rise curtain wall in the UAE.
Challenge: 18 high-precision slots required on a 6-meter profile. Standard 1500T extrusions typically warped by 5mm post-machining due to stress release.
SH-ALUMINUM Success: Utilizing 3600T substrates with stress-compensation milling, the final warpage was < 0.5mm, with a cumulative pitch error of only 0.02mm, perfectly resolving on-site assembly gap issues.

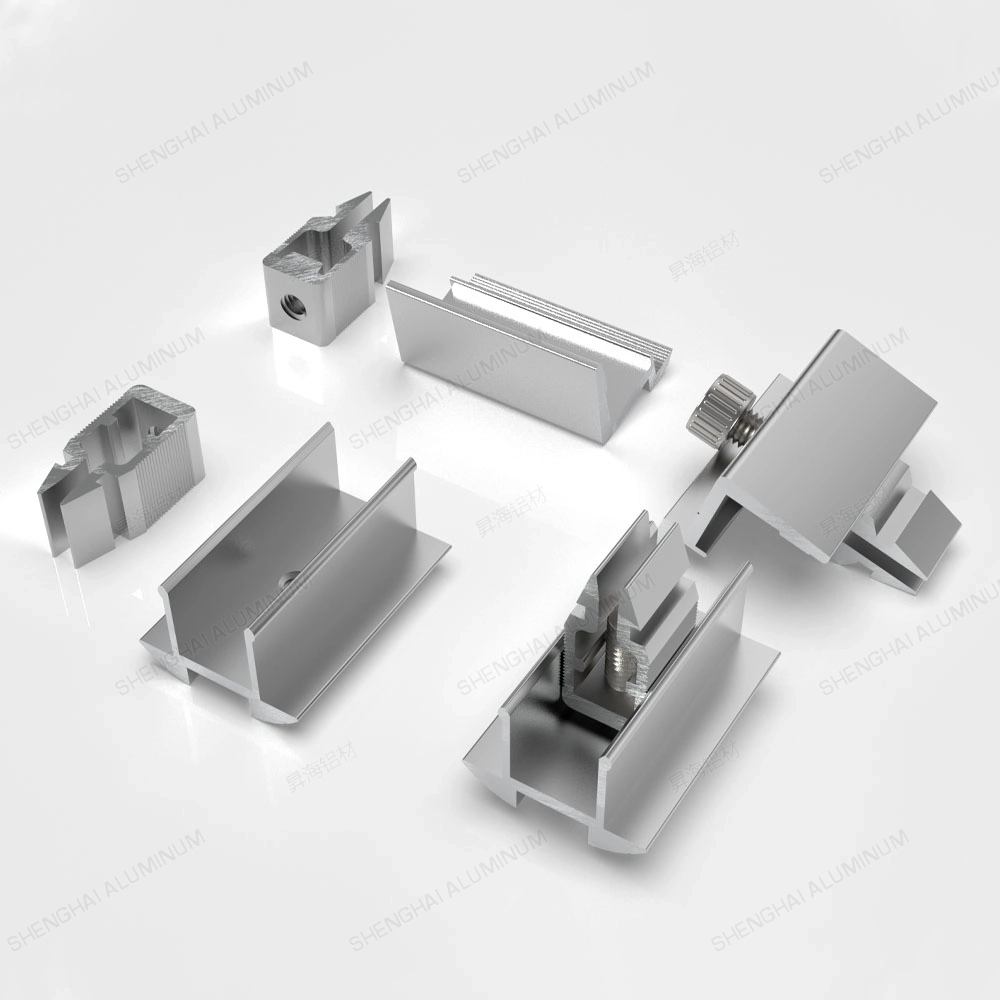
2. Precision CNC Turning (Cylindrical Hardware)
Turning involves rotating the profile against a fixed cutting tool to produce perfectly symmetrical parts. This is the exclusive industrial standard for manufacturing pins, shafts, and decorative hardware.
- Technical Execution: We utilize CNC lathes to process 6063-T6 bar stock. This is critical for the production of heavy-duty pivots, bushings, and high-tolerance connectors.
- Engineering Results: Diameter tolerances are locked at ±0.01mm. Combined with diamond-tipped tooling, the resulting mirror finish significantly extends the fatigue life of mechanical assemblies.
Project: Heavy-duty pivot pins for an automated sliding door system in South Africa.
Challenge: Components required to sustain a 500kg vertical load with a frictionless surface to prevent mechanical wear.
SH-ALUMINUM Success: Precision turning of 6063-T6 bars achieved a diameter tolerance of +0.005mm / -0.002mm. After tens of thousands of cycle fatigue tests, the axial clearance wear was < 0.01mm, exceeding industry lifespans by 2.5 times.
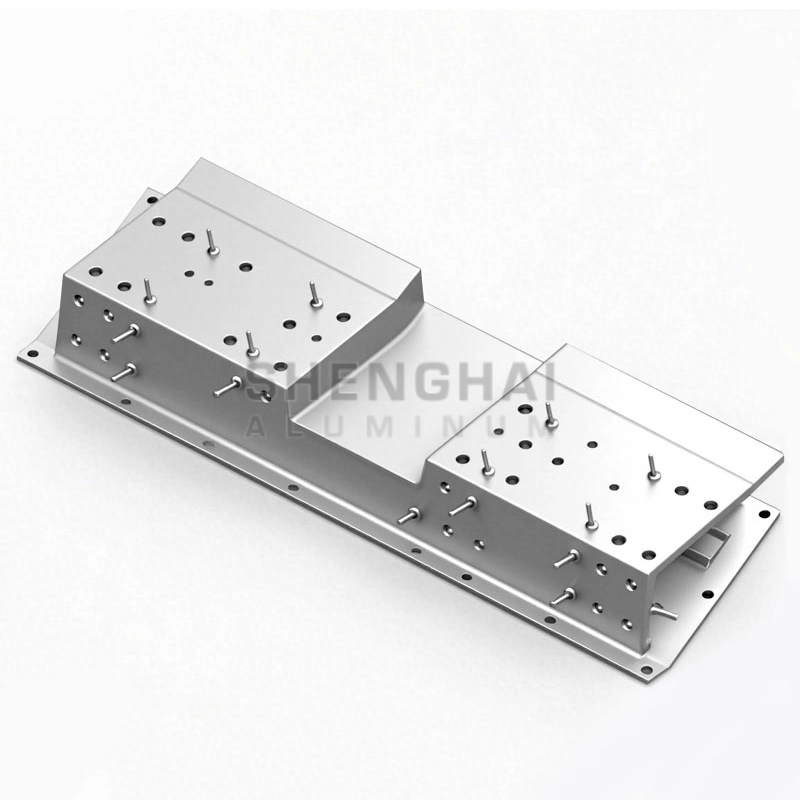
3. CNC Drilling & Rigid Tapping (Fastening Logic)
This type covers high-concentricity hole drilling followed by internal thread cutting—the foundation of structural modularity and assembly reliability.
- Technical Execution: SH-ALUMINUM executes "Automated Rigid Tapping." Unlike manual or semi-automated methods, our 3-axis centers perfectly synchronize spindle rotation with the feed rate.
- Engineering Results: This process eliminates thread stripping. Every screw port is engineered to sustain the high-torque clamping forces required for heavy industrial modular frames.
Project: Aluminum alloy base for an automated robotic workstation in China.
Challenge: M12 thread ports required frequent disassembly. Standard T5 alloy threads typically stripped or failed after only 5 uses.
SH-ALUMINUM Success: Using T6-hardened profiles with automated rigid tapping, thread depth consistency reached 100%. Measured pull-out strength increased by 35%, and under 45N.m high-torque testing, threads showed no damage after 50 cycles of disassembly.

4. Precision CNC Sawing (Long-Span Mitering)
Though often overlooked, automated CNC sawing is the cornerstone of long-profile deep processing, particularly for oversized structural beams.
- Technical Execution: We possess the capability to process oversized profiles up to 12 meters. Our 3-axis sawing centers are precision-calibrated to support complex compound miter cuts.
- Engineering Results: We guarantee an angular accuracy of ±0.1°. This ensures that joints in large-scale curtain walls or industrial structures remain visually seamless and structurally balanced.
Project: 10.5-meter span industrial modular cleanroom frame in France.
Challenge: 45-degree joints required a gap of no more than 0.1mm to maintain air-tightness.
SH-ALUMINUM Success: 3-axis precision sawing reduced angular deviation to 0.05°. On-site assembly measurements showed end-face gaps were all < 0.08mm, achieving a seal without structural adhesive and significantly reducing installation difficulty.
Q: Why is 3600T extrusion technology mandatory for high-precision CNC machining?
A: Most machining failures are caused by "Material Memory." At SH-ALUMINUM, our 3600T press creates a high-density, stress-neutral substrate. This ensures the profile maintains linear integrity within ±0.03mm, eliminating dimensional drift post-cutting.
Q: Is 3-axis CNC sufficient for complex architectural and industrial profiles?
A: Yes. For 95% of aluminum applications, precision 3-axis centers offer superior rigidity. Our optimized centers handle long-spans up to 12 meters, delivering an angular accuracy of ±0.1° that meets aerospace-grade fitment requirements.
Q: How does SH-ALUMINUM eliminate the risk of thread stripping?
A: We mandate 6063-T6 hardened alloys and Automated Rigid Tapping. By synchronizing rotation with the feed rate, we create threads capable of sustaining high-torque clamping (up to 45N.m) without stripping.